客服热线:18861589027

专注工业锅炉研发、制造三十余年,公司目前拥有工业锅炉行业先进的生产工艺装备,主要设备有:高速数控平面钻、数控锅筒钻、机器人焊接设备、3维激光切割机、 4轴数控弯管机、Φ168数控立体弯管设备、 100mm三辊数控万能式卷板机、蛇形管生产线、数控盘管生产线、膜式壁生产线等600台套。锅炉产品中各主要部件已实现专业化、规模化生产,绝大多数产品可以 满足客户短时间交货的需要。

郑州15T节能环保蒸汽锅炉厂家,SZL系列燃煤蒸汽锅炉是一种采用快装或组装、由双锅炉组成的链条炉排水管锅炉。小于6吨时为快装结构;6-35吨为组装结构,由上下二部分组成,上部为本体受热面,下部为燃烧设备。锅炉本体的前部为四周布置的水冷壁,上部与锅筒连接,下部与集箱连接,组成燃烧室,以吸收炉膛辐射热,其后部在上下锅筒之间布置密集的对流管束,燃烧后的高温烟气横向冲刷对流受热面后,引至单独布置的省煤器,最后进入除尘器经烟囱排出。
郑州15T节能环保蒸汽锅炉厂家,管子与锅筒胀接胀接前应有专人进行胀接准备工作选用与锅炉同类的管板和管子进行试胀工作以确定合理的胀管率和确定操作中控制胀管率的方法一般胀管率控制在4—8%之间以备在水压试验时发现胀口渗漏再进行补胀工作为达到预期胀管效果采用下述方法控制胀管率控制终胀时的胀杆对胀杆器外壳的相应位置。方法是按所选定的胀管率算出管子胀完后的最终内径d按d即可定出胀杆对外壳的位置。做试胀箱试胀后进行水压试验试胀合格后才能进行正式胀接。胀接要有专人操作认真做好记录每个胀接管端内外径尺寸和管孔尺寸各种数据要在复胀后用内径千分尺或内径百分表测量内径做为质量鉴定和交工验收核实胀管率的依据。挂管初胀挂管前对所有管子逐根进行通球检验防止有卡堵现象。将同类管子和对应的管孔尺寸选配使间隙保持0.5—1mm并将管子和管孔同时编号记录在施工记录表上。先挂两端基准管初胀消除间隙管头露7—11mm多余部分去掉基准管用经纬仪找正或用线坠找正
项目部定期召开安全专业会议分析安全形势坚持六检查和周一教育制度加强雨季安检工作。对新工人入厂要进行三级教育教育内容主要从工程概况工作环境、事故案例、安全意识、安全纪律和各种规章、制度入手。特殊作业人员必须持证上岗。每个进场职工必须遵守《建筑安装工人安全技术操作规程》及《电业安全工作规程》等有关规定。坚持班前安全交底制度现场各班组交叉配合作业时安全员要召集各组长交代安全注意事故。坚持每周一次工地全体职工大会在下达任务的同时要总结上周的安全情况标出不安全因素布置下步工作的安全措施。
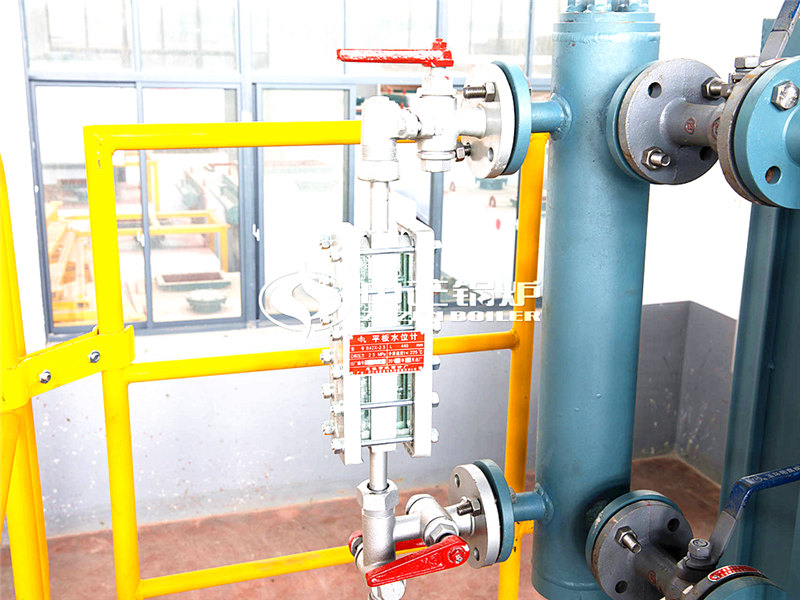
郑州15T节能环保蒸汽锅炉厂家,压力测量装置设置锅炉的以下部位应当装设压力表:蒸汽锅炉锅筒(锅壳)的蒸汽空间;给水调节阀前;省煤器出口;过热器出口和主汽阀之间;再热器出口、进口;直流蒸汽锅炉的启动(汽水)分离器或其出口管道上面;直流蒸汽锅炉省煤器进口、储水箱和循环泵出口;直流蒸汽锅炉蒸发受热面出口截止阀前(如果装有截止阀);热水锅炉的锅筒(锅壳)上;热水锅炉进水阀出口和出水阀进口;热水锅炉循环水泵的出口、进口;燃油锅炉、燃煤锅炉的点火油系统的油泵出口(回油)及出口;燃气锅炉、燃煤锅炉的点火系统的气源出口及燃气阀组稳压阀(调压阀)后。压力表的选用选用的压力表应当符合下列规定:压力表应当符合相应技术标准的要求;压力表精度应当不低.5级,对于A级锅炉,压力的精确度应当不低.6级;压力表的量程应当根据工作压力选用,一般为工作压力.5倍.0倍,最好选倍压力表盘大小应当保证锅炉操作人员能够清楚地看到压力指示,表盘直经应当不小00mm。压力表校验压力表安装前应当进行校验,在刻度盘上应当划出指示工作压力的红线,注明下次校验日期。压力表校验后应当加铅封。
投运石灰石给料功能组手动方式)并且将石灰石给料机出力调至10。床温大于820℃可逐渐减油并切除油燃烧器同时为了维持负荷要增加给煤量。切除油燃烧器后根据燃烧情况适当增加一次风量。逐渐关小床下燃烧器风挡板但不要完全关闭因为燃烧器内混合风喷口需要一定风量来冷却。通知投入电除尘。根据特定曲线随锅炉负荷及氧量变化及时调整一、二次风量。若达到主汽压力和温度的定值可投入负荷控制和给煤机控制。石灰石给料机投“自动”投入SO2控制。根据床压情况投入除渣系统。按升压曲线提高主汽压力至9.8MPa。主汽压力控制投“自动”。
科技的力量,让沼气天然气全比例混合燃烧成为可能,中正的力量,让科技实现绿色可持续发展。未来,中正锅炉仍将积极履行社会责任,大力发展绿色科技,为逐步实现人与自然的和谐相处而砥砺前行。
