客服热线:18861589027

工业锅炉是生产和生活中广泛使用的特殊装备,具有一定的危险性,稍有不慎即会带来严重的损失。世界各国为此也制定了严苛的制造标准,做到从源头把控好锅炉产品质量。近日,作为国际型锅炉供应商的中正锅炉,顺利通过ASME锅炉联检审核,势必换得“U”和“S”钢印,在国际化道路上继续前行。中正锅炉ASME“U”和“S”钢印在锅炉行业中,美国机械工程师协会ASME锅炉标准是国际上公认的权威性锅炉法规,应用十分广泛,持有ASME证书也是一个企业的管理和技术达到国际水平的强有力证明。中正锅炉要想走向世界,开发国际市场,取得ASME认证是必要的一环。2007年,中正锅炉在行业中率先获得ASME钢印和授权证书,踏出了通往国际市场的一大步。
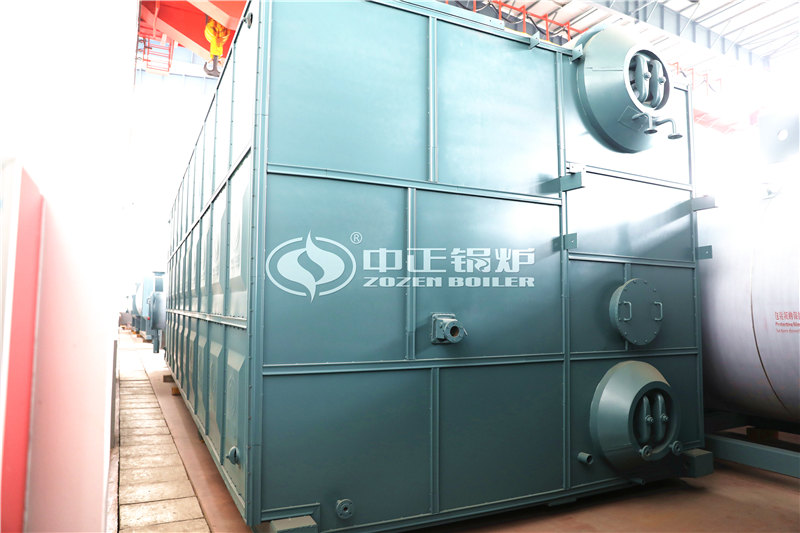
中正SZS系列燃油/燃气热水锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器,最后进入烟道排入大气。
锅炉受热面管子的焊接方法、焊材选用及探伤比例序号名称规格材质焊接方式焊接材料焊口总数探伤比例1前后水冷壁管φ51×320WSH08Mn2si9625%2两侧水冷壁φ60×320WSH08Mn2si12025%3过热器低温段φ38×520WSH08Mn2si5825%4过热器高温高温高温高温高温省煤器管连接管φ60×320WSH08Mn2si1225%7连接管φ83×420WSH08Mn2si825%8下降管φ76×420WSH08Mn2si4210%9对流管φ51×320WSH08Mn2si2425%焊接材料的烘干与使用焊接材料的采购必须有始材质合格证采购回来的焊接料首先存放在一级库保管材质合格证交质检科存档焊丝H08Mn2Si经化学成份分析检查是否符合材质合格证焊条按不同类型型号或牌号分别在不同位置上存放存放位置应在离地面、墙壁大于0.3m以上的货架上堆集高度不得超过8层焊条箱存放处应通风干燥施工工地所用的焊条由专职的焊条烘干员统一领取存放在二级库焊条烘干室焊条烘干员严格按照岗位责任制对焊条领取、烘干、发放、焊条烘干必须严格按照规定温度。班组领用要有组织有计划焊条烘干员应做详细记录。锅炉受热面受压元件对接接头的质量应从以下几个方面进行检查和试验A外观检查焊工自检100%专检10%。
母线、穿墙套管、穿墙隔板安装母线支架的准备母结支架用50×50×5角钢制作最好用预埋铁或膨胀栓固定。母线的调直与切断母线调直必须用木槌下垫道木进行作业不得用铁槌作业母线切断可使用手锯或砂轮作业不得用电弧或乙炔焰作业。母线的弯曲母线的弯曲最好用专用工具冷煨弯曲处不得有裂纹及显著的皱折。母线扭弯扭转部分的长度不得小于母线宽度的5倍。母线平弯及立弯的弯曲半径不得小于规程规定。母线的弯曲点至搭接边缘距离C不得小于30mm。弯曲点至最近支持绝缘子中心线的距离D不得小于100mm。母线的焊接焊缝的位置焊缝距弯曲点或支持绝缘子边缘不得小于50m。同一相如有多片母线其焊缝应相错开不小于50mm。

哈尔滨6T节能环保蒸汽锅炉厂家,炉墙由于采用膜式水冷壁炉膛部分采用敷管轻型炉墙旋风分离器、斜烟道、炉顶和尾部烟道用耐火砖或耐火混凝土和保温层砌成其重量分别通过钢架传到基础。考虑到炉墙受热后的膨胀对于炉墙面积较大的部分及其接合处设有膨胀缝为了保证炉墙金属及浇注料安全运行炉墙升温和降温速度应控制在每小时100-150℃之间。
省煤器管损坏的处理增加锅炉给水维持汽包正常水位适当降低锅炉蒸发量并尽快使备用锅炉投入运行或增加其它运行锅炉的蒸发量以尽早停炉检修。如故障锅炉在继续运行的过程中汽包水位迅速下降故障情况继续加剧或影响其它锅炉的给水时则应立即停炉保留引风机高压风机继续运行以排除蒸汽和烟气。停炉后关闭主汽门。为维持汽包水位可继续向锅炉上水、关闭所有放水门禁止开启省煤器再循环门,哈尔滨6T节能环保蒸汽锅炉厂家。
哈尔滨6T节能环保蒸汽锅炉厂家,中华民族实现伟大复兴,必须坚定不移走中国特色强军之路,把人民军队建设成为世界一流军队。在这背后,中正锅炉与三五三三印染厂携手,为军队的后勤保障、为实现强国强军目标贡献了一份力量。