客服热线:18861589027

毕节90吨节能环保蒸汽锅炉厂家,近年来,中正锅炉进行大规模的焊接工艺革命,淘汰了效率低下,稳定性差的传统手工焊作业,采用高效率,稳定性好的机械焊、自动焊进行生产。充实更新了大量的进口自动焊接设备,实现从锅筒、膜式壁、蛇形管到钢架等所有主要部件焊接的自动化。同时在焊接过程中,大量使用了焊接变位器,使焊接位置始终处于最佳的平焊位置,并通过严格控制焊前清理和坡口尺寸,使焊缝质量具有了可靠的保障。
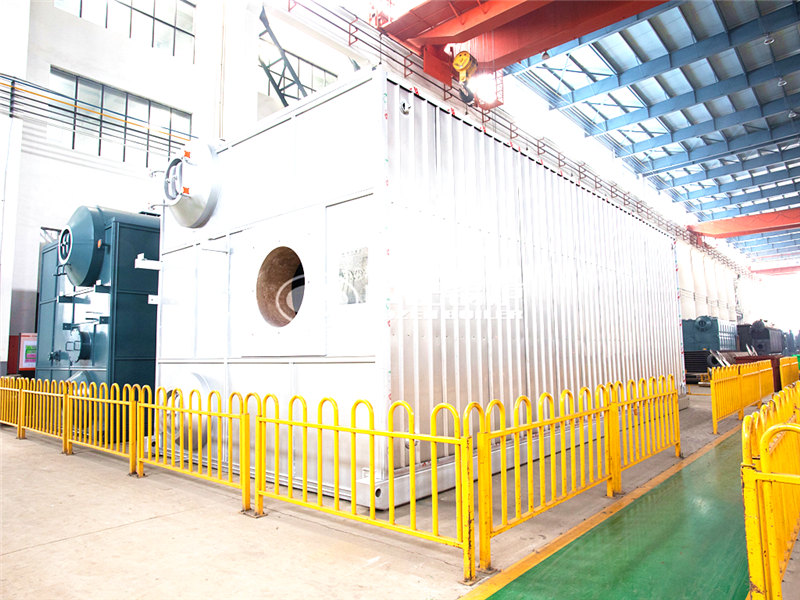
毕节90吨节能环保蒸汽锅炉厂家,DZL型系列燃煤卧式三回程水火管链条炉排锅炉是快装锅炉。锅炉本体为单锅筒纵向布置,锅筒内布置螺纹烟火管组成对流受热面,锅筒与两侧水冷壁组成炉膛辐射受热面。燃烧设备采用轻型链条炉排;整体快装形式出厂。电气控制实现炉排无级调速,极限参数报警及联锁保护。
毕节90吨节能环保蒸汽锅炉厂家,我国是开发流化床燃烧技术较早的国家。早在上世纪60年代就开始研究发展鼓泡流化床技术。循环流化床技术的研究和开发始于上世纪80年代。19891991年初首批35t75t/h的循环流化床锅炉投入运行。由于产品设计和循环流化床锅炉的理论发展落原因运行问题较多。经国家组织的完善化研究后在90年代中后期得以快速发展。至今据不完全统计国内己投运或正在制造的循环流化床锅炉己有上千台。蒸发量220t/h及以下容量的循环流化床锅炉已在国内大量使用410t/h的循环流化床锅炉己开始投入商业运行。随着该技术的不断完善和发展用于集中供热的热水循环流化床锅炉也在应用和推广。可以预见今后若干年里将是循环流化床锅炉飞速发展和使用的重要时期。循环流化床锅炉可分为两个部分第一部分由炉膛(快速流化床)、气固物料分离器、固体物料再循环设备和外置热交换器(有些循环流化床锅炉没有该设备)等组成上述部件形成了一个固体物料循环回路。第二部分为对流烟道布置有过热器再热器、省煤器和空气预热器等与其它常规锅炉相近。其换热器一般包括过热器、再热器、省煤器和空气预热器。
母线与母线或母母与设备的连接端钻孔后必须用钢锉将接触面横向锉平露出新茬然后进行接触面的刷剔处理。不得在接解面之间垫铝箔。铝母线刷锡工艺如下用5%苛性纳即火碱溶液作表面清洗、直到露出银白色的干净表面然后用清水冲洗、擦干。注意在作业时防止药液溅入眼晴或皮肤造成伤害将业纯锡地行加热熔化将母线需刷锡部分浸入锡液中同时用钢丝刷来回刷母线表面取出母线在未冷却前擦净余锡。接触面上不得遗留锡的颗粒或衔凸起。螺栓连接处用0.05mm塞尺检查允许塞入深度不大于4mm对宽度为50mm及以下的母线或6mm对宽度为60mm及以上的母线。

通过低压汽包出来的水由中压给水泵注入中压省煤器继续加热,然后进入中压汽包,在中压蒸发器内加热成饱和蒸汽上升到中压汽包。从中压汽包输出的饱和蒸汽通过中压过热器加热,然后再与高压汽轮机排出来的蒸汽混合,一同经过再热器加热,产生中压再热蒸汽,用来驱动中压蒸汽轮机旋转做功。高压部分由高压省煤器、高压汽包、高压蒸发器、高压过热器组成。通过低压汽包出来的水由高压给水泵注入高压省煤器加热,然后进入高压汽包,在高压蒸发器内加热成饱和蒸汽上升到高压汽包。从高压汽包输出的饱和蒸汽通过高压过热器加热,产生高压过热蒸汽,用来驱动高压蒸汽轮机旋转做功。
床温的调整床温是循环流化床锅炉需要重点监视的主要参数之一床温的高低直接决定了整个锅炉的热负荷和燃烧效果这是由床温是循环流化床锅炉的特点动力控制燃烧)所决定的。根据燃用煤种的不同床温的控制范围一般在850900℃左右对于挥发份高的煤种可以适当地降低而对于挥发份低的煤种则可能要在900℃以上但不宜过高或过低过低可能会造成燃烧不完全损失增大脱硫效果下降降低了传热系数严重时会使大量未燃烧的煤颗粒聚集在尾部烟道发生二次燃烧或者密相区燃烧份额不够床温过高则可能造成床内结焦烧坏风帽被迫停炉。一般应保证密相区温度不高于灰的初始变形温度100150℃或更多。调节床温的主要手段是调整给煤量和一、二次风量配比。如果保持过剩空气量在合适范围内增加或减少给煤量就会使床温升高或降低。
中正锅炉与全球电子行业巨头的合作,不仅是对中正锅炉产品的充分肯定,更进一步彰显了雄厚的企业实力。正是凭借不断的创新性研究,中正锅炉保持了业界数一数二的技术优势,更将引导整个工业锅炉制造行业的发展方向。
